


项目简介:宁波某精密电子引进国外先进的继电器生产设备和技术,专业从事继电器及相关产品的研究、开发和生产,有近30个系列,1300多种规格,年生产继电器能力8500万只,其产品不仅在国内享有盛誉,并远销欧美等国际市场。现由于生产需要公司决定新建超纯水系统300吨/天生产用水处理工程。结合我公司在水处理方面长期积累的经验,专门为贵公司用水要求设计,综合考虑环境效益、经济效益;与产区结合全面规划、合理布局、降低投资和运行费用;并具有良好的自控水平。其生产的原水为厂区自来水,经过处理系统后需达到以下《电子行业超纯水国家标准》(GB/T1146.1-1997中EW-I级),具体指标如下:
|
级别 指标 |
EW-I | EW-II |
| 电阻率MΩ.cm(25℃) | 18以上(95%时间) | 15(95%时间) |
| 不低于17 | 不低于13 | |
| 硅≤µg/l | 2 | 10 |
| >1µm微粒数≤个/m | 0.1 | 5 |
| 细菌个数≤个/ml | 0.01 | 0.1 |
| 铜≤µg/l | 0.2 | 1 |
| 锌≤µg/l | 0.2 | 1 |
| 镍≤µg/l | 0.1 | 1 |
| 钠≤µg/l | 0.5 | 2 |
| 钾≤µg/l | 0.5 | 2 |
| 氯≤µg/l | 1 | 1 |
| 硝酸根≤µg/l | 1 | 1 |
| 磷酸根≤µg/l | 1 | 1 |
| 硫酸根≤µg/l | 1 | 1 |
| 总有机碳≤µg/l | 20 | 100 |
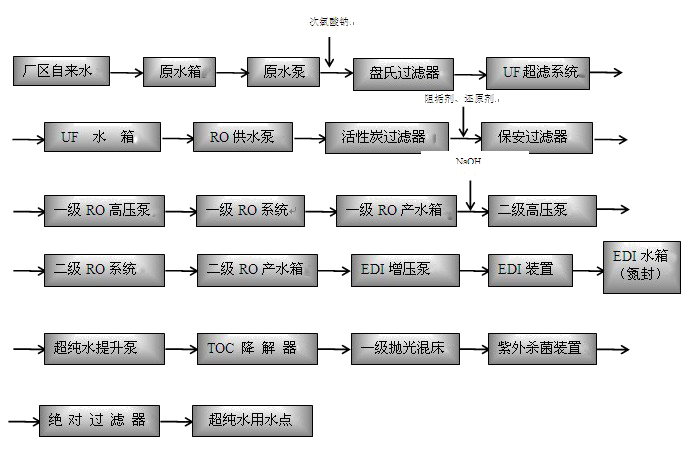
厂区的自来水通过原有水压自流进入原水箱,原水箱的水通过原水泵增压提升并加入次氯酸钠杀菌剂后进入自清洗盘式过滤器去除一些较粗的颗粒和杂质,其出水进入UF超滤系统中,超滤膜采用我司(宁波净源膜科技有限公司)自主研发的SPN-C2型膜,其过滤产水SDI≤1,产水浊度≤0.1NTU。超滤系统出水进入超滤水箱,超滤水箱的再通过反渗透供水泵进入蒸汽式混合加热器,其主要作用是保证后续RO系统和EDI系统在温度较低的冬季能够保证正常的运行功能。加热器出水进入活性炭过滤器,其主要去除悬浮物和异味、余氯、有机物等,进一步保证了水质,也为后续的RO系统和EDI系统的使用寿命把关。活性炭出水通过5um级保安过滤器并在水中加入阻垢剂、还原剂以降低反渗透膜的结垢和氧化性物质的污染,出水进入一级RO系统,RO系统的反渗透膜是陶氏公司BW30FR-365型膜组件,其具备高抗微生物和易清洗特性。一级RO系统出水可去除原水中97%以上的溶解性固体,99%以上的有机物及胶体,几乎所有的细菌,一级RO系统的回收率≥75%、脱盐率≥98%。一级RO系统的出水进入RO产水箱。RO产水箱的水通过二级高压泵提升至二级RO系统。由于反渗透产水略偏酸性,经过一级反渗透后pH值较小,为了满足工艺需求,在二级RO系统前同时膜元件要求进水为中性最佳,这对二级反渗透膜的长期稳定运行及对脱盐率、产水量都大有益处,其回收率控制≥85%,脱盐率≥99.5%。二级RO系统出水使产水电导率达到10µs以下,接着进入二级RO水箱。其水通过EDI增压泵将水输送至EDI系统中,EDI系统为6套GE公司MK-3型膜件,进一步去除防渗透系统中未去除的盐类,其回收率≥85%,EDI系统出水进入EDI产水箱,其为氮封水箱,确保水箱内的水不被污染。其内的水通过超纯水提升泵增压进入TOC降解器中,通过185nm的紫外光作用降解水中的有机碳,达到超纯水的水质要求。出水再进入抛光混床系统中,通过内置的美国罗门哈斯树脂对水中的盐类离子再一步交换去除,其出水水质可保证电阻率≥18.2MΩ•CM@25℃。混床出水通过254nm的紫外光杀菌消毒,最终,水再通过孔径0.02um的终端过滤器彻底滤除细菌、真菌及孢子、树脂碎片及一切微米级污染物,为企业提供合格、放心、满意的超纯水。
项目工程图片:


扫一扫,关注微信公众号