


项目简介:江苏某药业有限公司主要生产七种抗生素药品:头孢米诺钠、头孢呋辛钠、美唑酸、头孢西丁钠、头孢硫脒、头孢孟多脂钠、硫酸头孢匹罗。其生产过程中产生的污水主要包括工艺排放污水、生活污水、水环泵排放污水、锅炉蒸汽排水以及纯水制备废水等。其工艺排放污水浓水由于所加的物料和产品的特点具有:氯、氨氮、磷浓度高,含一定的硫酸根且具有一定的杀菌性。废水总体偏酸性、CODcr浓度高、含盐量高、可生化性差。此类废水水量约为160吨/天,工艺排放污水淡水约为170吨/天,生活污水、水环泵排放污水、锅炉蒸汽排水的水量约为800吨/天这几类废水CODcr在400mg/l以内相对污染物较低,较好处理。本设计污水处理系统1200吨/天废水处理工程。
其各段废水指标如下:
| 排水来源 | 水量(吨/天) | COD (mg/L) | pH | 盐分(mg/L) | 硫酸根(mg/L) | 总氮 (mg/L) | 总磷 (mg/L) | 氯离子 (mg/L) |
| 工艺浓污水 | 160 | 85000 | 2.1 | 83000 | 1900 | 1382 | 220 | 8910 |
| 工艺淡污水 | 170 | 4500 | 7 | 5000 | 110 | 50 | 5 | 790 |
| 生活污水 | 100 | 300 | 7 | 45 | 5 | |||
| 水环泵排水 | 500 | 400 | 7 | |||||
| 其它排水 | 200 | 200 | 7 | |||||
| 合 计 | 1130 | 12570 | 6.2 | 15346 | 357.1 | 250.4 | 42 | 1567 |
处理后的污水接入城市污水处理厂,执行国家《污水综合排放标准》(GB8978-1996)中的第二类污染物的三级排放标准及当地接入污水厂的进水控制要求根据业主提供的资料,排放标准为接纳污水厂的接受标准:
| 内容 | COD (mg/L) | pH | BOD | TN (mg/L) | NH3-N (mg/L) | TP (mg/L) |
| (mg/L) | ||||||
| 排放标准 | ≤500 | 6月9日 | ≤300 | ≤100 | ≤35 | ≤5 |
项目工艺流程简介:
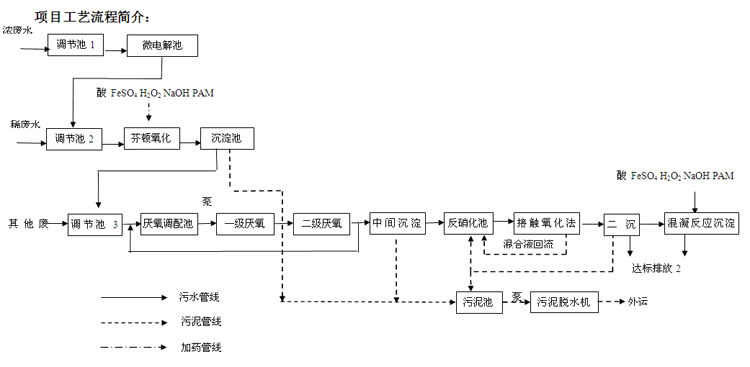
项目工艺流程说明:
厂区的生产废水通过管网分段收集,主要分为生产浓水、生产淡水、其他杂水类。生产浓废水进入调节池1,由泵提升至微电解池,通过微电解作用,降低废水的毒性,提高废水可生化性。生产稀废水与处理后的浓废水混合进入调节池2,由泵提升至芬顿反应沉淀池,通过芬顿试剂的强氧化性作用,将难以生物降解的大分子物质氧化成小分子物质,提高废水的生化性,氧化后的出水通过投加絮凝剂,去除大部分的胶体物质和部分有机物。经过预处理的生产浓/稀废水与其它废水混合进入调节池3,对全部废水进行水质、水量调节,以保证后续处理的稳定性。
调节池3出水进入厌氧调配池,为提高生化处理效果,满足微生物均衡营养的要求,为微生物提供适宜的成长环境在中间水池中增加含氮、磷的营养盐(根据实际来水情况调试确定投加量),同时设置加热装置在冬季水温低时加热废水,使废水温度不低于30℃。
投配池出水用泵提升至一级厌氧反应器,在厌氧池内设置温度计,可观察温度变化。在厌氧池内废水中的大部分有机物在厌氧细菌的作用下分解成二氧化碳、甲烷等气体,少量有机物被微生物吸收合成自身物质。每天的剩余污泥可由底部污泥管定期排除。在厌氧池上部设置三相分离器,可将气体、污泥和水进行有效分离,出水自流入中间沉淀池,沉淀池出水一部分回流至前段的投配池降低进水的有机污染负荷,其余进入生化反应池。厌氧反应过程中产生的沼气经过收集后进入水封罐进行相应调整后通过火炬直接燃烧处理或根据实际情况加以综合利用。
中间淀池出水自流入反硝化池,通过反硝化细菌的作用将硝酸盐氮去除,出水进入接触氧化池,废水中的有机物在好氧细菌的作用下进一步得到降解,同时废水中的氨氮也氧化成硝酸盐氮并通过混合液回流到反硝化池,在接触氧化池中设在线溶氧仪,可通过溶解氧的变化来控制曝气量的大小。接触氧化池后设二沉池,剩余污泥可由二沉池排入污泥池,部分污泥回流至好氧池。
整个污水处理系统的污泥主要来源于、芬顿氧化沉淀池、厌氧沉淀池和生化沉淀池等的剩余污泥。系统产生的污泥依靠重力或泵分别排至污泥池,并由污泥泵输送到板框脱水机完成脱水减容处理,最后外运进行综合固废处理。
除此之外,处理站内还设有药剂配制投加区域等辅助处理设施,以确保在水质波动中出水仍能够较稳定的达标排放。
项目工程图片:运行中的微电解设备及生化池



扫一扫,关注微信公众号