A petrochemical enterprise in Zhejiang Province is a subsidiary of Sinopec Group. It produces a series of organic processing processes based on petroleum, raw materials, cracking, refining, fractionation, reforming and synthesis. The petrochemical enterprise sewage has the characteristics of large fluctuation of water volume, frequent fluctuation of water quality, and very complicated pollutant composition. It contains a large amount of toxic and harmful substances such as oil, sulfide, volatile phenol, CODcr, BOD5 and TDS. As a central enterprise, the company's leaders attach great importance to the national environmental protection policy and the requirements of local environmental protection departments, and actively advocate the national energy conservation and emission reduction requirements. It requires enterprises not only to achieve sewage discharge standards, but also to save water resources, reduce sewage emissions, and achieve pollution reduction and emission reduction. The company plans to build a new 3,000 ton / day water treatment project, 60% of the effluent is used for the hydration of the circulating water field in the plant and the plant greening of the plant. Entrusted by it, our company (Ningbo Jingyuan Membrane Technology Co., Ltd.) conducted on-site inspections and similar wastewater water quality analysis on its site, combined with our company's experience in wastewater treatment, designed the project. The wastewater treatment project of a 3,000-ton/day wastewater treatment project of a petrochemical enterprise in Zhejiang Province is as follows:
|
Name
|
Unit
|
Index value
|
|
CODcr
|
mg/l
|
≤1200
|
|
BOD5
|
mg/l
|
≤400
|
|
pH
|
-
|
5~9.5
|
|
SS
|
mg/l
|
≤200
|
|
S2-
|
mg/l
|
≤45
|
|
Volatile phenol
|
mg/l
|
≤100
|
|
NH3-N
|
mg/l
|
≤80
|
|
oil
|
mg/l
|
≤300
|
After the wastewater is treated, it should reach “Urban Wastewater Recycling, Urban Miscellaneous Water Quality” (GB/T-18920-2002), “Urban Wastewater Recycling, Industrial Water Quality” (GB/T-19923-2005). The specific indicators of effluent are shown in Table 1 below. At the same time, the raw water that meets the standard effluent of the wastewater treatment in the wastewater treatment is to meet the requirements of the petrochemical enterprise after treatment. The effluent indicators are shown in Table 2.
Table I
|
Name
|
Unit
|
Index value
|
|
CODcr
|
mg/l
|
≤50
|
|
BOD5
|
mg/l
|
≤10
|
|
pH
|
-
|
7~8
|
|
SS
|
mg/l
|
≤10
|
|
S2-
|
mg/l
|
≤0.1
|
|
Volatile phenol
|
mg/l
|
≤0.5
|
|
NH3-N
|
mg/l
|
≤10
|
|
oil
|
mg/l
|
≤3
|
Table II
|
Name
|
Unit
|
Index value
|
|
CODcr
|
mg/l
|
≤40
|
|
BOD5
|
mg/l
|
≤5
|
|
pH
|
-
|
7~8
|
|
Turbidity
|
NTU
|
≤5
|
|
iron
|
mg/l
|
≤0.3
|
|
NH3-N
|
mg/l
|
≤3
|
|
TDS
|
mg/l
|
≤800
|
|
oil
|
mg/l
|
≤3
|
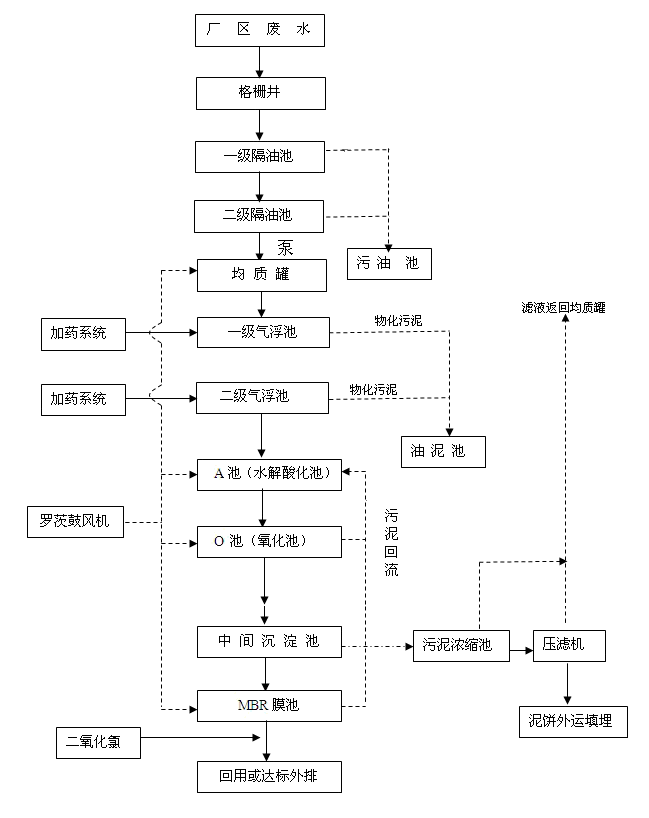
Project process:
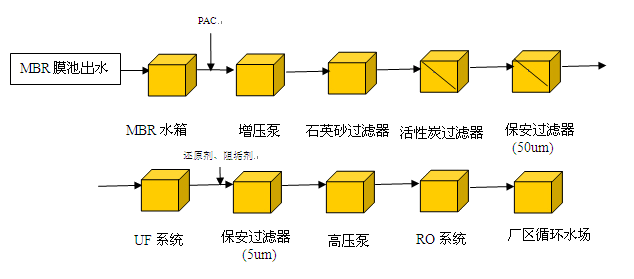
Circulating water field hydration treatment process:
Project process description:
The wastewater from the plant will flow into the grid well to remove large suspended solids or floating materials, such as fibers, plastic bags, and swarf wood chips, so as to reduce the processing load of the subsequent structures. Because of the high oil content of such wastewater, the wastewater first enters the two-stage grease trap to remove some oil and oil particles in the water. A steam heating line is arranged in the grease trap to warm the pool water during the cold season, improving the fluidity and treatment effect of the oil. After two stages of oil separation, the wastewater flows into the homogenization tank, and an aeration perforated tube is arranged in the homogenization tank to ensure uniform adjustment of water quality and water quantity. In order to ensure the removal of oil and other toxic and hazardous substances, the water in the tank is uniformly fed into the two-stage dissolved air flotation equipment by the sewage pump, and the oil slick is effectively removed by adding the coagulant and the coagulant. , emulsified oil, toxic and hazardous substances, etc. Ensure the normal operation of the subsequent biochemical treatment and membrane separation system. After the air flotation treatment, the sewage flows into the hydrolysis acidification tank. The main function of the hydrolysis acidification tank is to degrade the macromolecular organic matter in the wastewater into small molecular substances, and the difficult biodegradable substances are converted into biodegradable substances. Meanwhile, the hydrolysis acidification tank has Better resistance to organic load and toxicity; degradation of solid organic matter can reduce sludge volume. The water in the hydrolysis acidification tank flows into the aerobic pool, and is metabolized by aerobic bacteria in the aerobic tank for aerobic treatment, and the pollutants in the water are oxidized and decomposed into CO2 and H2O to complete the removal of organic matter. The treated water flows into the intermediate sedimentation tank for sludge water separation. The water separated by the mud in the intermediate sedimentation tank enters the MBR membrane tank, and the wastewater is filtered by a CFP series immersion (curtain) membrane separation module independently developed by our company (Net Source Membrane Technology Co., Ltd.). Because of its effective retention, microorganisms with a long generation period can be retained, and the sewage can be deeply purified. At the same time, the nitrifying bacteria can fully reproduce in the system, and the nitrification effect is obvious, which provides a basis for deep phosphorus removal and nitrogen removal. The MBR membrane effluent is sterilized by the chlorine dioxide generator and then enters the reuse pool. The water used in the reuse pool is used for the reuse of the enterprise, and the other part is used as the inlet water for the circulatory water treatment process.
In the recirculating water treatment process of the circulating water field, the water from the MBR membrane enters the production tank, and the water in the production tank is lifted by the booster pump and added to the PAC agent to enter the quartz sand filter to remove some coarse particles, colloids and impurities. The effluent enters the activated carbon filter to further remove suspended matter and odor, residual chlorine, organic matter and the like. Its effluent enters the 50um security filter, mainly to remove some large particles to protect the UF system. In the UF ultrafiltration system, the ultrafiltration membrane adopts the wastewater reuse type independently developed by our company (Ningbo Jingyuan Membrane Technology Co., Ltd.). The SFW-D2 membrane module has a filtered water production SDI≤1 and a water production turbidity ≤0.1NTU. The ultrafiltration system effluent enters the 5um precision filter, and adds scale inhibitor and reducing agent to reduce the scale and oxidizing substance pollution of the reverse osmosis membrane, and then enters the reverse osmosis system through the high pressure pump, and the reverse osmosis membrane of the RO system. It is a Dow BW30FR-400 membrane module with high antimicrobial and easy-to-clean properties. RO system effluent can remove more than 97% of dissolved solids in raw water, more than 99% of organic matter and colloids, almost all bacteria, RO system recovery rate ≥ 50%, salt rejection rate ≥ 99%, concentrated water returned to the sewage station In the tank, the effluent from the RO system enters the circulating water field of the plant.
The solid waste such as mud cake produced by the sewage station is transported to the landfill for disposal together with the waste produced in the factory.