Project Description: Ningbo Precision Electronics introduces foreign advanced relay production equipment and technology, specializing in the research, development and production of relays and related products. There are nearly 30 series, more than 1,300 specifications, and the annual production capacity of relays is 85 million. The products not only enjoy high reputation in China, but also are exported to Europe and the United States and other international markets. Due to the production needs, the company decided to build a 300-ton/day production water treatment project for the ultra-pure water system. Combining our company's long-term experience in water treatment, we design specifically for your company's water requirements, comprehensively consider environmental benefits and economic benefits; combine comprehensive planning, rational layout, reduce investment and operating costs with the production area; and have a good self-control level. . The raw water produced by the company is the tap water of the plant. After the treatment system, it must meet the following “National Standard for Ultra-Pure Water in the Electronic Industry” (EW-I in GB/T1146.1-1997). The specific indicators are as follows:
|
level
index
|
EW-I
|
EW-II
|
|
Resistivity MΩ.cm (25°C)
|
18 or more (95% time)
|
15 (95% time)
|
|
Not less than 17
|
Not less than 13
|
|
Silicon ≤μg/l
|
2
|
10
|
|
>1μm particle number≤piece/m
|
0.1
|
5
|
|
Number of bacteria ≤ /ml
|
0.01
|
0.1
|
|
Copper ≤μg/l
|
0.2
|
1
|
|
Zinc ≤ μg / l
|
0.2
|
1
|
|
Nickel ≤μg/l
|
0.1
|
1
|
|
Sodium ≤ μg / l
|
0.5
|
2
|
|
Potassium ≤ μg / l
|
0.5
|
2
|
|
Chlorine ≤ μg / l
|
1
|
1
|
|
Nitrate ≤μg/l
|
1
|
1
|
|
Phosphate ≤μg/l
|
1
|
1
|
|
Sulfate ≤μg/l
|
1
|
1
|
|
Total organic carbon ≤μg/l
|
20
|
100
|
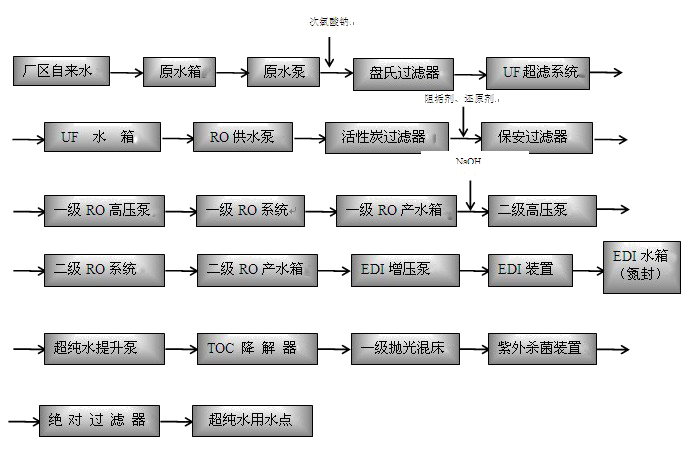
Project process:
Introduction to the project process:
The tap water in the plant will flow into the original water tank through the original water pressure. The water in the original water tank is boosted by the original water pump and added with sodium hypochlorite fungicide. Then it enters the self-cleaning disc filter to remove some coarse particles and impurities, and the water enters the UF super. In the filtration system, the ultrafiltration membrane adopts SPN-C2 membrane independently developed by our company (Ningbo Jingyuan Membrane Technology Co., Ltd.), and its filtration water production SDI≤1, water production turbidity≤0.1NTU. The ultrafiltration system effluent enters the ultrafiltration water tank, and the ultrafiltration water tank enters the steam mixing heater through the reverse osmosis water supply pump. Its main function is to ensure that the subsequent RO system and the EDI system can guarantee the normal operation function in the winter with lower temperature. The heater effluent enters the activated carbon filter, which mainly removes suspended matter and odor, residual chlorine, organic matter, etc., further ensuring the water quality, and also checks the service life of the subsequent RO system and the EDI system. Activated carbon effluent passes through a 5um-grade security filter and adds scale inhibitors and reducing agents to the water to reduce the scale and oxidizing substances of the reverse osmosis membrane. The effluent enters the first-stage RO system. The reverse osmosis membrane of the RO system is Dow. BW30FR-365 membrane module with high anti-microbial and easy-to-clean properties. The primary RO system effluent can remove more than 97% of dissolved solids in raw water, more than 99% of organic matter and colloids, almost all bacteria, the recovery rate of primary RO system is ≥75%, and the salt rejection rate is ≥98%. The effluent from the primary RO system enters the RO production tank. The water in the RO water tank is raised to the secondary RO system by a secondary high pressure pump. Since the reverse osmosis water is slightly acidic, the pH value is small after the first reverse osmosis. In order to meet the process requirements, the membrane element requires the inlet water to be neutral before the secondary RO system. This pair of secondary reverse osmosis membranes Long-term stable operation and great benefit to salt rejection and water production, the recovery rate control is ≥85%, and the salt rejection rate is ≥99.5%. The secondary RO system effluent makes the water conductivity below 10μs, and then enters the secondary RO tank. The water is transported to the EDI system through the EDI booster pump. The EDI system is 6 sets of GE MK-3 membranes, further removing the unremoved salts in the anti-seepage system, the recovery rate is ≥85%, EDI system The effluent enters the EDI water tank, which is a nitrogen sealed water tank, ensuring that the water in the tank is not contaminated. The water in the water is pressurized into the TOC degrader by the ultrapure water lifting pump, and the organic carbon in the water is degraded by the ultraviolet light of 185 nm to meet the water quality requirements of the ultrapure water. The effluent enters the polishing mixed bed system, and the salt ions in the water are further exchanged and removed by the built-in American Rohm and Haas resin. The effluent quality can ensure the resistivity ≥18.2MΩ•CM@25°C. The mixed bed effluent is sterilized by ultraviolet light at 254 nm. Finally, the water is thoroughly filtered through a final filter with a pore size of 0.02 um to completely remove bacteria, fungi and spores, resin chips and all micron-sized contaminants, providing the company with qualified, assured and satisfactory. Ultra-pure water.
Project project picture: