Project Description: Ningbo Food & Beverage Co., Ltd. mainly produces fruit juice beverages. The company's products involve fruit pulp, fruit and vegetable juices, fruit and vegetable beverages, and purified water. It emits a large amount of wastewater in the production process, which contains a large amount of suspended matter, organic matter and acid and alkali. Must be governed. The company actively called for the corresponding national call and entrusted our company (Ningbo Jingyuan Membrane Technology Co., Ltd.) to design and construct the wastewater treatment project. The first phase of wastewater discharge was 200 tons/day, designed according to drainage 20h, and the designed water volume was 10/. h.
The company's 200 tons / day wastewater treatment project, the design of integrated wastewater influent water quality is as follows:
|
Name
|
Unit
|
Index value
|
|
CODcr
|
mg/l
|
≤2400
|
|
BOD5
|
mg/l
|
≤1000
|
|
pH
|
-
|
4.5-11
|
|
SS
|
mg/l
|
≤600
|
|
Chroma
|
-
|
≤400
|
After the wastewater is treated, it is superior to the first-class standard of the Integrated Wastewater Discharge Standard (GB8978-1996). The specific indicators of the standard are as follows:
|
Name
|
Unit
|
Index value
|
|
CODcr
|
mg/l
|
≤100
|
|
BOD5
|
mg/l
|
≤20
|
|
pH
|
-
|
6-9
|
|
SS
|
mg/l
|
≤20
|
|
Chroma
|
-
|
≤50
|
Project process:
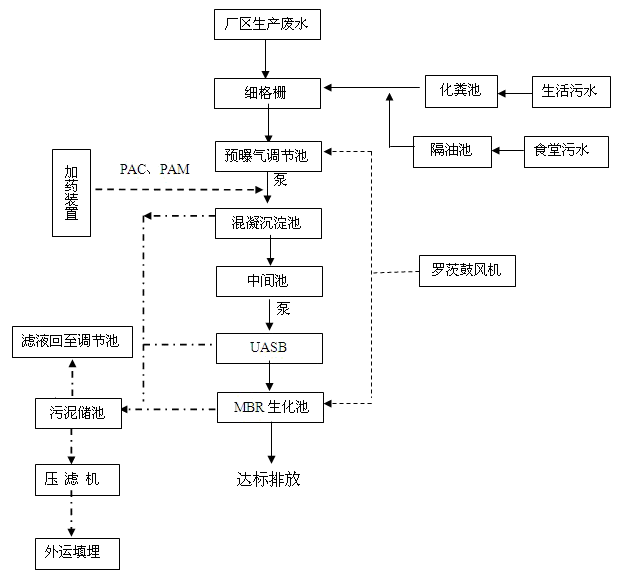
Project process description:
The waste water discharged from the plant area passes through the fine grid to remove part of the large pieces of vegetables and fruit residues, and then enters the regulation tank. Because the drainage method is intermittent drainage, the water volume is adjusted in the adjustment tank, and the adjustment tank is provided with perforation exposure. The trachea is used for auxiliary agitation and pre-aeration. The sewage is adjusted in time and water quality in the pool to ensure stable and continuous operation in the subsequent treatment section. The wastewater in the regulating tank is lifted from the pump to the coagulation sedimentation tank to the coagulation sedimentation tank for dosing reaction to remove most of the suspended solids, fine particulate matter, and oily substances, and the effluent from the coagulation sedimentation tank flows to the middle. Pool, add nutrients and adjust the appropriate pH at 6.8-7.3, the temperature is about 34 °C to improve the treatment efficiency of UASB, the water in the intermediate mixing tank is pumped to the UASB anaerobic reactor, and the UASB reactor is from the reaction zone. The water inlet pipe and the three-phase separator located at the upper part have a high-concentration and high-activity sludge bed at the bottom of the reactor, and the sewage passes through the UASB from bottom to top, and most of the organic pollutants in the sewage pass through the anaerobic zone. The fermentation is degraded to methane and carbon dioxide. The upper part of the reactor is provided with a three-phase separator for separating the digestive gas, the digestive juice and the sludge particles. The digested gas is led out from the top of the reactor; the sludge particles are automatically slipped and settled to the sludge bed at the bottom of the reactor; the digested liquid is discharged from the clarification zone and enters the MBR pool. The membrane system in the MBR tank is a CFP series independently developed by our company. An immersed (curtain) membrane module that utilizes a membrane separation device to trap activated sludge and macromolecular organic matter in a biochemical reaction cell, eliminating the secondary settling tank. The concentration of activated sludge is thus greatly increased, and the hydraulic retention time (HRT) and sludge residence time (SRT) can be separately controlled, while the refractory substances are continuously reacted and degraded in the reactor. The MBR pool is pumped through the suction pump to discharge the standard. The physicochemical sludge in the coagulation sedimentation tank, the remaining sludge in the UASB tank and the MBR tank are periodically discharged to the sludge concentration tank, and then dehydrated by a filter press, and the generated dewatered sludge is transported to the landfill for landfill treatment.
Project Engineering Picture: MBR Biochemical Pool in the System